


毛刷、工业毛刷、毛刷辊应用范围较为普遍,所选用的制造材料也根据运用环境不同而有所区别,类目较为丰厚冗杂,现复杂分析如下。
一、工业毛刷辊运用范围
1、金属五金材料的表面处置。
2、各类工业产品及材料的清洗、打磨等。
3、印刷电路板表面清算和研磨。
工业毛刷辊的几种常用制作工艺方法:
1、直接植毛
这是传统的一种方式,就是将尼龙丝、磨料丝直接种植在磨辊上。
缺点:虽然强度可以达到很高,但是植毛成本高,而且无法进行局部更换,是初期无奈的选择。
2、缠绕式
优点:从国外引进的一种植毛方式,将磨料丝做成可以缠绕的金属条上,然后缠绕在磨毛辊上,可以根据磨毛辊长短定制,
缺点:由于磨料丝是卡在金属条上,所以会导致抽丝(磨料丝被抽出来)的现象,强度不高,而且缠绕后只有两端固定,所以中间很难做的紧,如果一端松掉的话,就会产生事故。
3、尼龙套
优点:制作工艺简单
缺点:是出现毛病多的一种,尼龙的热胀冷缩会导致尼龙变长,使辊体两端的尼龙长出磨毛辊而顶住机器也会导致尼龙套胀裂,使整支磨毛辊报废;使用骑马钉种植刷毛,强度不高,容易脱毛;尼龙的强度不高,无法提高种植密度等等……
4、铝合金毛刷辊-新型磨毛刷辊
是先进的磨毛刷辊,产用铝合金筒拼接而成,可以定制任意长度的刷辊;高强度铝合金基板可使植毛密度高,而且产用前沿的植毛技术,不脱毛,更不会像尼龙产生崩裂,变长的现象;该辊体可以将动平衡校验。更为重要的是,使用这种毛刷辊真正做到了快速更换,快速修剪,无限延伸。
压片式刷辊在冶金工业中的应用:
(1)预酸洗线(Pre-Pickling Line):除鳞;
(2)酸洗线(Pickling Line):去除酸洗过程中产生的污 迹;
(3)清洗线(Cleaning Line):为有效脱脂,而活化含酯的表面;去除电解质溶液中持续的油污;以低于150米/分的线速度磨掉锈迹或油污;
(4)不锈钢线(Stainless Line):除鳞以避免银青铜效应;应用于热退火酸洗线;减小峰谷高度(磨光);应用于连续退火酸洗线的精整工序;
(5)镀锌线(Galvanizing Line):用于清除钢板表面杂质,活化钢板表面;水洗钢板表面;
(6)卷材连续涂镀(Coil Coating):为获得有效的铬处理和镀层紧密附着于钢板;
(7)表面处理线(Surface Treating Steel Line):用于涂镀前清洗板材,通过轻度打磨活化板材表面;
(8)线材和钢管(Wire Rod and Steel Tube):除鳞;
(9)轧辊抛光(Roll Polishing):清除工作辊表面杂质;
毛刷辊加工程序:
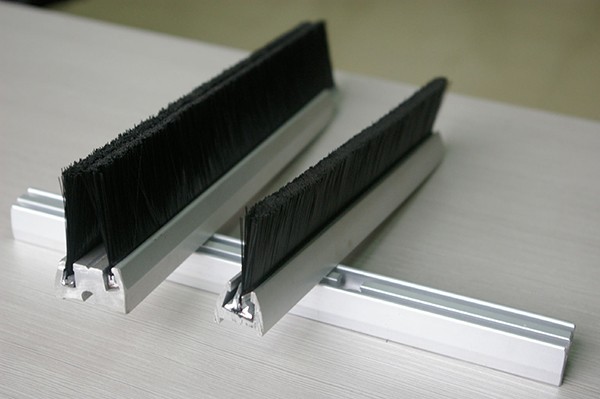
毛刷辊一般由金属轴、刷丝附着体(塑料管、尼龙管等)、刷丝组成。
加工程序包括:车轴、套管(浇注)、采眼、栽毛、平毛。对特别异形毛刷辊在杌植栽毛无法完成的情况下,用手工栽植毛料.